Производственный процесс стыковой сварки фитингов
Производство
Процесс производства стыковой сварки фитингов заключается в следующем:
Примечание. Скашивание относится к канавке, в которой свариваемая часть обрабатывается и собирается в определенную геометрическую форму. Фаска в основном открывается для сварки заготовки и обеспечения качества сварки. В общем, метод обработки используется для обработки фаски, однако, если требования не высоки, газовая резка также может быть использована.
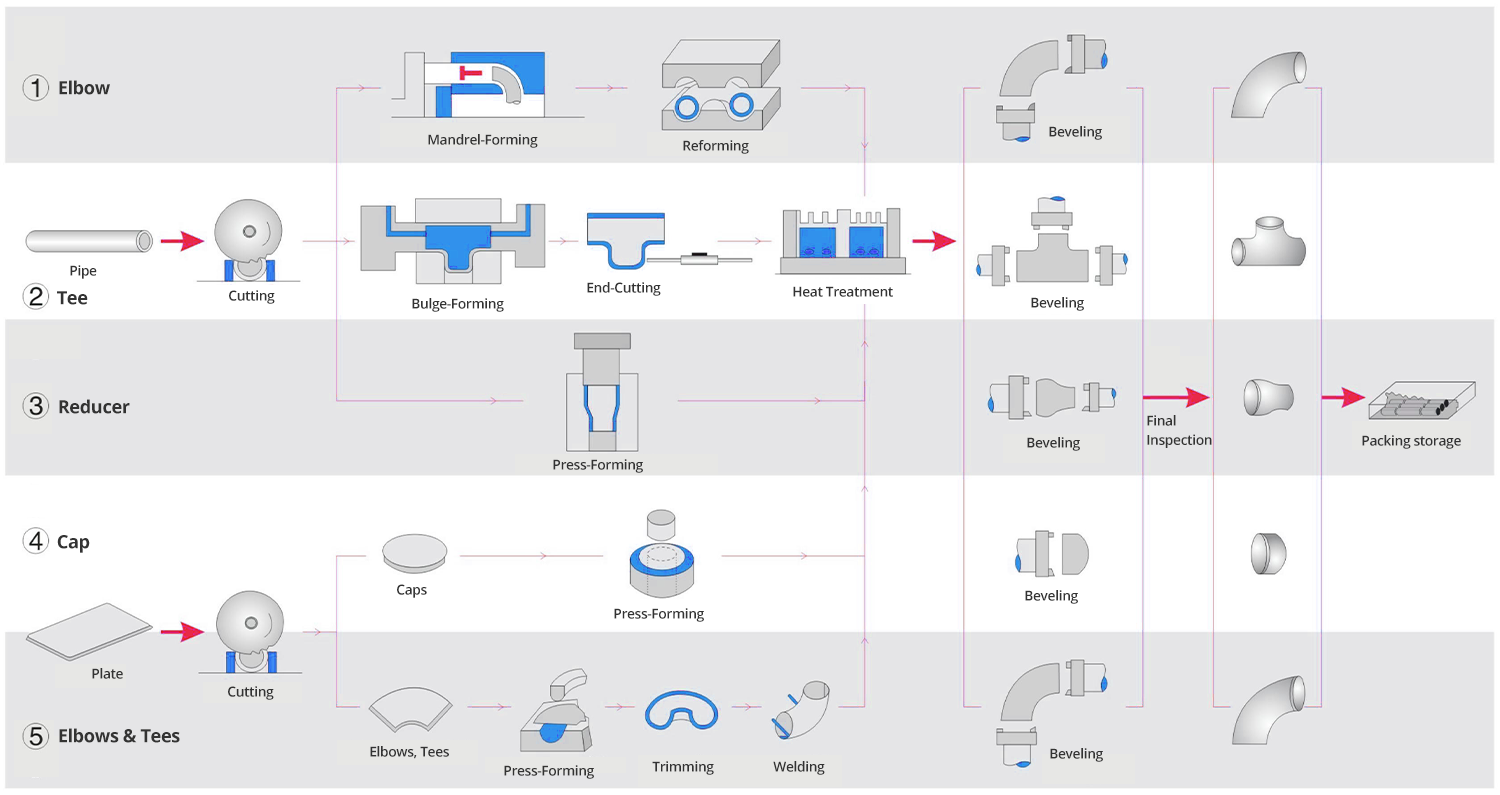
В производстве трубопроводной арматуры стальные пластины и стальные трубы часто используются в качестве сырья для производства локтей, тройников и редукторов. Среди их, различные штуцеры трубы требуют различных процессов в формируя & отливая в форму процессе. Процесс формирования и формования локтей, тройников и редукторов, изготовленных из стальных труб, выглядит следующим образом:
Локоть изначально формируется с использованием оправки, в частности, оправка представляет собой металлический стержень, который используется для поддержки внутренней части трубы. Он используется для обеспечения того, чтобы труба поддерживала стабильную форму во время процесса изгиба, предотвращая разрушение или деформацию трубы. После того, как локоть сделан, оправка может быть удалена с внутренней стороны трубы, оставляя желаемую внутреннюю структуру изгиба, которая затем обрезается, чтобы получить требуемый локоть.
Тройник формируется путем гидравлического формования. В частности, разрезанная стальная труба помещается на гидравлическую машину, а гидравлическая система управляется для создания тяги, изгибая трубу в желаемую форму, а затем разрезая порт для получения тройника.
Редуктор получается путем штамповки. Специфически, материал металла, который нужно обработать помещен на прессе пунша, и давление и движение верхних и более низких прессформ причиняют стальную трубу деформировать и получить редуктор.
Процесс формирования и формования колпачка трубы, локтя и тройника, изготовленного из стальных пластин, выглядит следующим образом:
Требуемая модель крышки трубы может быть изготовлена путем штамповки.
Для локтей и тройников, после штамповки, они также должны пройти этапы процесса обрезки кромок и сварки формирования.
Примечание: Бесшовные стальные трубы могут быть обработаны в бесшовные фитинги, которые не требуют сварки и не имеют сварных швов. Они имеют лучшее сопротивление запечатывания и давления, и соответствующие для высокого давления, высокой температуры, или систем с более высокими требованиями к запечатывания. Вообще, штуцеры сделанные из стальных пластин сваренные штуцеры, которые сформированы путем присоединять и сваривать края стальных пластин. Во время процесса заварки, шов сварки сформирован на соединении. Этот производственный процесс относительно прост и подходит для общих трубопроводных систем низкого давления.